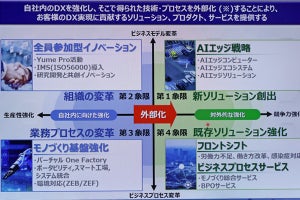


自律搬送システムと電子スケジューラーで変種変量生産に対応
H1棟では、自社製品のほかにEMS製品を製造。EMSのラインでは、5つのラインで60種類の製品を取り扱う。そのため、部品などを入れ替える段取り作業が頻繁に発生する。
このような変種変量生産に対応するため、自社開発を行った電子スケジューラーと自立搬送システムを導入した。
スケジューラーでは、ラインの生産状況と段取り作業の状況を可視化。進捗を関係者で共有しながら、生産ラインを止めないように段取り作業を行っているという。
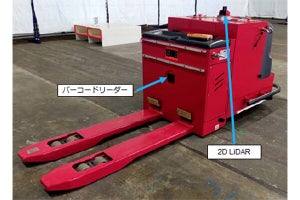
また、頻繁に部品などの移動を行う必要があるため、移動用に自立搬送システムを開発。ロボットは購入品だが、ソフトを開発し、ガイド無しでも倉庫から部材を運べるようにしたという。
この自立搬送システムを将来的には工場内全体に広げ、1日約10km程度の移動距離の削減を狙っていくとのことだ。
そして、EMSにおいてクライアントが製造の進捗などを確認できる「モノづくり情報共有システム」も自社で開発を行ったという。
これは国内EMSメーカーで初めての試みだといい、これまで担当者に電話やメールで確認していた生産状況をWEB上で簡単に見ることができるシステムだ。
現在は、生産進捗、部材在庫が確認可能で、今後は品質情報、トレーサビリティなども確認できるように開発を進めていくという。
環境に配慮した工場としてZEFを目指す取り組みも
H1棟にはほかにも、テストコースが備えられており、高度道路交通システムの検証などが行える。
-
H1棟内のテストコース。ローカル5Gアンテナが取り付けられており、ローカル5通信を用いた実証も可能だ

また、工場内のさまざまな機器情報をセンシングし、データを視える化する取り組みも行われている。
-
作業進捗だけでなく、使用エネルギーやクリーンルームの温度なども可視化(写真はクリーンルームの状況の可視化例)

生産の効率化だけでなく、環境にも配慮した工場として、ZEB(Net Zero Energy Building:快適な室内環境を実現しながら、建物で消費する年間の一次エネルギーの収支をゼロにすることを目指した建物)に関するBELS認定最高ランクを取得。さらに生産施設における評価である「ZEF(Net Zero Energy Factory)」も目指していくという。
-
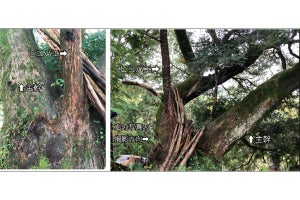
建物の一部には秩父杉を使用。写真のデザインは、AIが隣接するイチョウ並木を反映し、デザインしたもの。等間隔ではない分、温かみを感じる。使用した秩父杉の伐採跡地に植林も行っているという

本庄工場の工場長、篠原誠一氏は「AIやIoTの導入だけでなく、さまざまな生産改革活動を行い、本庄工場ではここ1年で5%の生産性向上が見られた。H1棟でもその取り組みを続け、最低5%の生産性向上を目指していく」とした。