

高度な機器であっても、広範に利用される身近な製品であっても、製品化へと展開する際の大量生産には鉄製の金型が必要になり、投資額として最低でも500万円から600万円必要になることは珍しくありません。このような経費は財務上のリスクと考えられますが、大量生産を展開するには必ず必要な投資です。また、時間もコストと位置づけるならば、金型ができるまでの何カ月ものリードタイムも大きなリスクになります。
このリードタイム、通常であればひたすら待つしかない期間ですが、これを短縮できれば、製品の販売を開始する時期を早めることができます。また、試行のタイミングを早めることができれば、設計を含むさまざまな調整に余裕を持って対応できるのではないでしょうか。
ものづくりの加速を志向する方のために、プロトラブズの射出成形では正確なお見積りを平均3時間で回答し、標準納期10日で熱可塑性の樹脂で製作したパーツをお届けします。
このスピードは独自にICTを駆使した短納期プロセスとアルミ製金型により実現しています。鉄製の金型での大量生産を志向している場合でも、移行をスムーズにするにあたって考慮するべきパーツ設計要件が、いくつかありますので、今回の記事ではそれらを紹介します。
生産性を考慮した設計
3D 設計データは、曜日を問わず24時間いつでも、protolabs.co.jpに直接アップロードできます。双方向の見積りは、プロトラブズのプロセスの利用にあたって特に重要で、平均3時間でリンクをお送りします。見積り受領後、使用する材料、表面仕上げ、初期ロットの製造数といった、重要な生産上の要件を見積り画面上で選択、あるいは変更しながら検討することができます。
また、どのお見積りにおいても、モデル変更案作成サービスを無料でご活用いただくことができます。このサービスでは、金型加工するための肉厚の変更、あるいは成形性を向上させるための形状変更をパーツのどこにどのように行うかなどを提案します。これは、お客様が、より製造性に優れた設計に改善していくための、非常に価値のあるツールではないかと私どもは考えています。

|
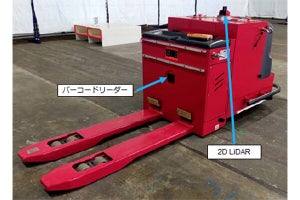
モデル変更案作成サービスでは、金型加工上や成形上の問題点を提案します |
パーツの表面仕上げ
射出成形パーツの製造においてよく見受けられる間違いは、パーツの表面仕上げを、必要以上に設定してしまうことです。例えば、弊社の最上級仕上げであるSPI-A2の鏡面仕上げの場合、金型のコストとリードタイムの増加につながります。最も低コストのPM-F0は、金型をマシニング加工したままの状態(ツールマークが確認できる)であり、主に外観が重視されないパーツに適用されます。その中間には、600番のグリットストーン処理のSPI-C1仕上げやビーズブラスト処理をするPM-T1仕上げなどのオプションがありますし、これ以外の表面仕上げもご利用いただけます。パーツの用途に対応する最も低コストのオプションを使用するべきだと言えるでしょう。無償でご提供している弊社のデザイン キューブで仕上げのサンプルをご確認いただけます。
抜き勾配を忘れない
抜き勾配も、切削加工や3Dプリンターによる出力では考慮の必要がない、射出成形に特有の要件です。射出成形パーツに抜き勾配が必要なのは、角氷が実際には立方体ではないのと同じ理由です。もし、本当に立方体であれば、製氷皿から取り出すことができません。取り出すことができるように角氷の側面には勾配があって、エッジが丸くなっていますが、射出成形パーツにも同じ条件が必要なのです。射出成形パーツは抜き勾配によって離型が容易になるのです。

|
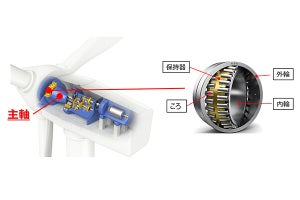
抜き勾配によって、パーツの離型が容易になります。このことは、特にスライドのない二方向抜き金型の場合に重要になります |
パーティングラインと垂直になっているすべての面には、0.5以上の勾配を推奨します。形状によっては2度から3度の抜き勾配が必要な場合もあります。弊社シボ加工の場合には、3度または5度以上の抜き勾配が必要になります。 パーツに抜き勾配がない場合でも、双方向見積りの中で、該当する箇所の抜き方向、勾配量をハイライトしますので、ぜひご活用ください。
適切な肉厚の定義
射出成形パーツにとって肉厚は非常に重要な要素です。単純な箱を設計しているとします。一見、肉厚があるほうが、中身を安全に格納できるように思います。しかし、射出成形の場合には、推奨肉厚よりも厚い場合、ヒケが発生しやすくなります。推奨される適切な肉厚は、一般的にはパーツ全体に均一な肉厚で1mmから3mmを推奨いたします。

|
樹脂製の射出成形パーツの設計においては、パーツ全体で肉厚を一定にして、過剰な肉厚を可能な限り避けることが推奨されます |
過剰な肉厚は、ヒケをはじめとする外観上の問題につながる可能性があることは認識しておくべきでしょう。特定の樹脂の情報については、弊社の推奨する肉厚のガイドラインをご覧ください。
マルチキャビティ金型を使うべき時
射出成形による利点の一つが、複数のパーツを一度の射出成形のサイクルで製造することができる、ということです。単品、もしくは複数のパーツの設計に対して、マルチキャビティ金型、もしくはファミリーモールドのいずれかを適用できる可能性があります。マルチキャビティモールドの場合には、ワンショットで複数の同一パーツを成形するための複数のキャビティを一つの金型上に配置し、ファミリーモールドの場合には、複数の異なるパーツを成形するための複数のキャビティを金型に配置します。
マルチキャビティ金型の用途としては、パーツの単価を下げるための有効なオプションとしても考えられます。ただし、マルチキャビティ金型とファミリーモールドは、一度に複数のパーツを成形できる反面、品質面で問題なく成形できるかどうかはパーツの形状に依存することに留意してください。
いきなりマルチキャビティ金型を試みるのではなく、まず一つのキャビティのみで確認することをお勧めします。さらに、パーツのサイズや数が異なる複数のパーツが一つのファミリーモールドの中で混在すると、射出成形のプロセスも複雑で難しいものになります。マルチキャビティ金型の使用をご検討の場合には、一度弊社のカスタマーサービスエンジニアにご相談ください。
使用する材料について
プロトラブズでは、約40種類の樹脂を用意しており、お客様からの支給樹脂にも対応しているため、800種類を超える樹脂実績があります(2015年8月現在)。耐久性、強度、耐化学性、耐熱性をはじめとするさまざまな属性は樹脂によって異なります。熱硬化性の樹脂、液状シリコーンゴム(LSR)の用意もあります。LSRは求められる抜き勾配の要求が緩く、柔軟性もあります。
少量生産の先にあるもの
製品開発プロセスの初期段階で短納期射出成形に必要な設計要件に注意を払うことは、効率よく試作パーツの品質向上や納期の改善に寄与するばかりでなく、ひいては設計検討中の無駄な繰り返しを減らし、サイクルタイムを早くし、製品の市場投入前に高い信頼性を持った製品を、確信を持って製造することにつながります。これは、実は大量生産の段階に至った時の付加価値につながっているのです。鉄製の金型で経済的に量産するにあたって、すでに実証されたパーツを、確信を持って使用できることから、財務的なリスクを大きく減らすことにつながるのです。
射出成形パーツの設計についてより詳しく知りたいという方のためのオンラインの技術情報もぜひご活用ください。
ご参考:
■樹脂部品設計ガイド
■Protomold 樹脂特性ガイド
■ProtoQuote(R)無料解析&見積り
本コラムは、プロトラブズ合同会社から毎月配信されているメールマガジン「Protomold Design Tips」より転載したものです。