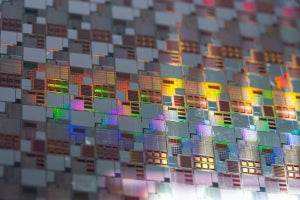


ギア、ピストン、プラグ、あるいは嵌合、密封、回転するような円形のパーツを作る際には、真円度の高い円形に成形することが重要です。可能な限り高い精度が必要ということであれば、ゲートは中心に配置される必要があります。その理由は、射出成形では樹脂はゲートからあらゆる方向に広がっていくからです。ゲートが中心部にあれば、樹脂流動の先端は放射状に広がり、金型の末端部まで流れていきます。図1では、放射状に流れる樹脂の充填と冷却がほぼ同じタイミングで起きているため、真円度の高い円形パーツが成形される様子を示しています。
|
|
図1:ProtoFlow(R) 樹脂流動解析の結果 - 中心にゲートを設置した例 |
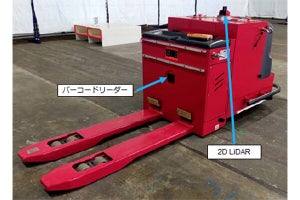
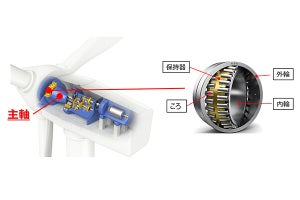
図1に示されているような中心部は突起しているものの、際立った特徴のない、フリスビーのようなものをデザインしているのであれば、ゲートの場所を決めるのは簡単です。ところが、中心部に穴があったり、あるいは何か特徴のある形状が存在している場合には、ゲートの場所を決めるのは簡単ではありません。(図2参照)もしも、真円度が重要であるのであればドーム状の形状(図3参照)を追加することを考えたほうがよいかもしれません。このドーム形状は後加工で削り落とすか、一旦穴の部分は埋めた形で成形し、後加工でその部分にドリルで穴を開けることが必要になります。(図4)
|
|
図2:中心部に穴形状のある円形パーツの断面図 |
|
|
図3:ドーム状の形状を設け、成形後の加工で切落とす |
|
|
図4:中心の穴を埋めた形で成形し、成形後にドリルで穴をあける |
後加工を必要とする形状を付加せずに成形したい場合は、ゲートを中心からずらして配置することになりますが、その場合には樹脂の充填上の問題が生じます。パーツの中心にコアがあり、かつオフセンターのゲートを使う場合、コアの周りにウェルドラインが形成されてしまいます。ウェルドラインでは、パーツは他の部分とは異なるパターンで冷却や収縮が起こります。コアがない場合でも、円形の外周に向かう樹脂の流れ(流動長)が不均一になるという状況に違いはありません。その結果生じる不均一な冷却のパターンによって、パーツは真円ではなく微妙に卵のような楕円形状になってしまうことが予想されるため、特に回転するパーツや、精度の高い嵌め合いパーツに使用することは難しくなります。
|
|
図5:ProtoFlow(R) 樹脂流動解析の結果 - ゲートを中心からずらした配置にした例 |
ガラス繊維を含有する樹脂で円形パーツを成形する場合は、ゲートをパーツの中心に配置することが特に重要になってきます。このような樹脂は、中心から充填することで、ガラス繊維が樹脂の流動方向と平行に放射状に流動するため、平坦度に影響を与える可能性のある横断/垂直方向の収縮の影響がオフセットされます。
円形のパーツを開発するにあたっては、求める機能を得るための選択肢を念頭に設計を進めることが重要になってきます。ドームを付加したり、穴をふさいだりすることで二次加工という工程が必要になりますが、樹脂が均一に充填されれば、強度もバランスも実現された真円を形成でき、問題が発生する可能性も回避できます。
プロトラブズ カスタマー サービスへのご連絡 本件に限らず、ご質問やご不明な点につきまして、気軽にお問い合わせください。
ご参考:
■ProtoFlow 樹脂流動解析の詳細
■プロトラブズ樹脂部品設計ガイド
■ProtoQuote®無料解析&見積り
本コラムは、プロトラブズ合同会社から毎月配信されているメールマガジン「Protomold Design Tips」より転載したものです。