

判断部をロボットから外部へ
引き続き、OKIのLED統括工場を紹介する。前回説明したように、開発チームが今回のシステム開発にあたって注意していたことの1つは「技術者の負担を増やさないこと」であった。そこで量産ラインへの双腕ロボット(NEXTAGE)の導入に至って、一番の課題となったのがロボットの「ティーチング」であった。
通常、生産現場においてロボットに最適な行動をさせるためには、さまざまな状況や行動パターンなどをあらかじめ教え込んでおく必要がある。しかし、現場では複数の工数を複数の製品が同時に流れているため、教示すべき行動数は膨大だ。そのため、順当にティーチングすると途方もないパターンを教え込む必要があり、非常に多くの時間がかかってしまうこととなる。
さらに、工程の一部を変更するたびにティーチングをし直す必要があることや、トラブルが発生したときにはロボットが対応することは出来ないので、技術者が自ら原因の除去やシステム再起動などの操作をする必要があり、多くの負担がかかってしまう。
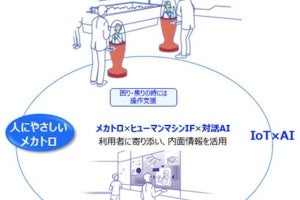
そこで谷川氏らは、「ロボットの行動の判断部を外部に置く」という方法をとった。判断部(AI用のPC)と作業部(ロボット)を完全に独立化させることによって、ロボットにすべての行動を教え込むのではなく、外部で判断した最適な行動をロボットに伝えることによって、ロボットに教え込む行動数を最低限に抑えることにしたのだ。
-
ロボットの判断部を外部に置くことによって、ティーチングを最低限で抑えることに成功した

「Q学習」でティーチングコストを削減
判断部の学習には、強化学習の1種である「Q学習」を用いた。強化学習とは試行錯誤を数学的モデル化したもので、Q学習とはその中でも、”ある環境状態”のもとで”ある行動”を選択した場合の価値を学習させ、その”行動価値(行動の効率の良さを示すもの)”を計測することで、状況に応じた最適な行動を判断することができるというもの。
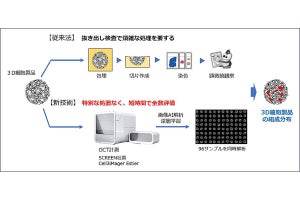
開発グループは、実際にQ学習を用いることで最適な行動パターンを学習させることに成功した。しかし、このパターンについて実工場でロボットを稼働し学習させると非常に時間がかかってしまう。そこで、仮想工場シミュレータを開発し、その仮想工場上で学習を実施した。これによって実工場の30万倍の速度で学習させることができ、その学習結果を実工場に反映させることによって、短時間での実工場への反映を可能とした。
さらに「どんな時も、どんな状況からも復帰・再開が容易な設計を目指した」と谷川氏。実工場稼働時に仮想工場シミュレータをリアルタイムでリンクできるようにすることで、エラー復帰の際に実工場では復旧に2時間を要していたところを、たった1分で対応できるようにした。
これによって、ロボットがエラーを検知したら、安全停止するような仕組みを作ることでミスをなくし、また安全停止がしたのちには、すぐにAIによってトラブル原因を発見し、すぐに対応できるようなシステムとなった。谷川氏は「現在はまだ、トラブルが起きた際には安全停止し、エラーした理由までが確認できる状態。今後は、安全停止したのちにAIが自分で復旧できるシステムをつくりたい」とつなげる。
-
仮想工場シミュレータで学習をさせ、それを実工場へと反映させることによって、学習期間の短縮化を実現した

「海外工場を結ぶ生産管理システム」の開発へ
谷川氏は、自動生産システムのさらなる大規模化も考えているそう。「現在使用している固定型のロボットは、30% ほどの時間しか稼働していないため、さらなる効率化を目指すことができる。今後は、ロボット自身を移動出来るようにすることによって、さらなる生産能力の向上につなげていきたい」と語る。
また、現在高崎のLED統括工場にのみ用いている同システムのAI部分(Q学習、判断)を、同工場内の別ラインに適用し、作業者への”次作業の指示を行うナビゲーションシステム”の開発とその導入による生産能力の向上、TAT短縮につなげたいとのこと。さらには、人とロボットが同一ラインで協動するような近未来の製造ラインの構築も行いたいと、谷川氏の野望は大きい。
「今後は、部品工場からプリンタ工場まで、各拠点工場全体の工程をつないで、今回のAIを活用することで、さらなる生産の効率化につなげて行きたい」とも同氏。 ちなみに拠点工場とは、日本だと福島、海外だとタイ・アユタヤや中国・深センなど。
「AIが勝手に改善活動をする工場」を実現するシステムは今後、日本にとどまらず、世界を股にかけることでOKIデータの製品生産の低コスト化、高効率化などといった大きな利益をもたらすことになりそうだ。