

AIが勝手に改善活動をする工場があるーー。そう聞いて訪れたのは、OKIデータLED統括工場。群馬県高崎市にある、LED関連商品の生産を行う工場だ。
近年、製造業各社は人手不足や高齢化を背景として、工場のIoT化・自動化に力を入れている。それに伴い、生産工程のデータの見える化やAIによるデータ分析や一部ラインの完全自動化、〇〇社と△△社が協創……などといった話をよく聞くが、今回紹介する工場はまた異なる特徴をもつものだった。
-
OKIデータ LED統括工場 外観

同工場では、「ロボットとAIによる自動生産システム」を用いた生産ラインを2017年5月から稼働させ、イメージセンサ用LED光源モジュールの開発から生産に至るまでの工程の完全自動化を実現している。その自動生産システムとは一体どのようなもので、各社が取り組んでいる「工場の自動化」とはどう異なるものなのか?
-
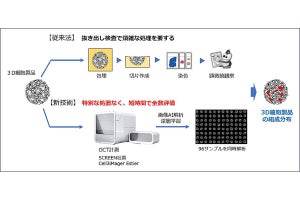
ロボット自動生産システムの概要。実工場とは別に「仮想工場」をもつことが特徴。OKIデータLED統括工場では、このシステムによって、イメージセンサ用LED光源モジュールの形成工程、組立工程、固着工程、検査工程の自動化を実現している

「効率化」は当たり前。少ない技術者でどう管理する?
同システムの開発チームを率いるのは、OKIデータ ハードウェア技術本部 要素技術センターの谷川兼一氏。同氏はこの生産システムについて、「人手不足の解決、設備投資の抑制、技術者工数の抑制を目的として開発したもの」と語る。
生産ラインにおいて、人が行う作業をロボットで代替することで自動化すれば人件費を抑えかつ生産効率を上げることができるため「人手不足の解決」「設備投資の抑制」という目標は達成できるだろう。
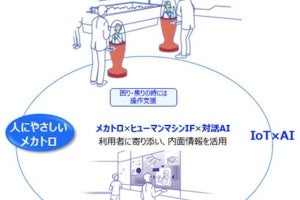
しかし今回紹介するシステムを開発するに至って、開発チームは特に「自動化によって生じる技術者への負担(プログラム工数の増大など)」に配慮したことが特徴だろう。「ただでさえAI技術者は足りていない状況なので、”人が何もしなくても勝手に動いてくれるシステム”を開発することを目指した」と語る。
-
今回取材させていただいたOKIデータの方々。左から小泉真澄 工場長、谷川兼一氏、新井保明氏、石川琢磨氏

個別自動装置を”内製開発”し、作業の自動化へ
「生産工程の完全無人化を目指し、まずは個別工程(形成、組立、固着、検査の4工程)ごとに、自動装置を内製開発した」と谷川氏。聞くと同氏は、OKIデータで生産技術の仕事をしているわけでもなければ、AIのプロフェッショナルという訳でもないそう。それにも関わらず、すべての装置を(主に市販の部品やオープンソースのみで)内製開発してしまったというのだからその技術力の高さに驚かされる。
その甲斐あってそれらの装置は、もとより同社が自社開発し、使用していた「OPTAS」(工場の工程管理を行うことができるシステムサーバ)による装置の認識・管理が容易に出来るという。さらに谷川氏は、「システムだけでなく、装置も内製化したことによって、細かなラインの変更などにも柔軟に対応できることが特徴」と説明する。
-
内製装置を開発し、個別工程の自動化を実現。装置に使用した部品はほとんど市販のものだそう

個別工程の自動化を終えた開発チームが次に目指したのは、製品の生産工程間の搬送を行うロボットの開発だ。製造現場において搬送時間はネックになりがちだ。同社が従来採用していた、工程順に機械設備を並べるインライン生産方式においても、ロボットの思考が簡単である一方で、作業スピードを速くするためには多くの機械が必要であるため、追加投資が多くかかってしまうという問題があった。
そこで谷川氏らは、各工程間の搬送をすべて1台のロボットによって行うという方法を採用。「ハンドカメラ、ステレオカメラが搭載されている、ツール開発の自由度が高い」という理由で、各工程の装置に対してマルチにアクセスできるロボットとして、カワダロボティクスの双腕ロボット「NEXTAGE」を導入した。
-
生産ラインへ組み込まれたカワダロボティクスの双腕ロボット「NEXTAGE」

このロボットが工程間搬送、および一部の組立作業を行うことによって、完全無人化での製品生産を実現することになるのだが、次はこのロボットを自動で操作する段階で、また新たに課題が生じた。ロボットへの「ティーチング」に非常に手間がかかってしまうという課題だ。
ロボットが生産現場において自動で最適な行動をとるためには、さまざまな状況や行動パターンなどをあらかじめ教え込む必要がある。しかし、現場では複数の工数を複数の製品が同時に流れているため、教示すべき行動数は膨大だ。そのため、順当にティーチングすると、途方もないパターンを教え込む必要があった。
そこで谷川氏らが用いたのが「Q学習」であった。
後編となる次回は6月27日の掲載予定です。