

アサヒグループホールディングスの豊かさ創造研究所と農研機構 九州沖縄農業研究センターは10月9日、砂糖とエタノールの生産順序が従来と逆である「逆転生産プロセス」を開発したことを発表した。
今回の研究に至るまで両者は、品種改良による高バイオマス量サトウキビの開発と、そのサトウキビを用いた効率的な砂糖・エタノール複合生産プロセスの開発を行なってきた。サトウキビ中には、砂糖の原料になるショ糖と砂糖の原料にならない還元糖の2種類の糖分が存在するが、高バイオマス量サトウキビは、単位面積あたり従来の約2倍のサトウキビが収穫できるものの、搾汁中に多量の還元糖が含まれることから、ショ糖の多くが結晶化されず、砂糖の回収率が低いことや、経済状況に応じた砂糖とエタノールの生産比率の調節ができないことが課題となっていた。
今回の研究は、こうした課題の克服を目指し、還元糖のみを選択的にエタノールに変換する酵母(ショ糖非資化性酵母)を用い、ショ糖の結晶化を阻害する還元糖を先にエタノールへ変換し、その後砂糖を生産するプロセスへと発想を転換し、逆転生産プロセスを開発したという。

|
|
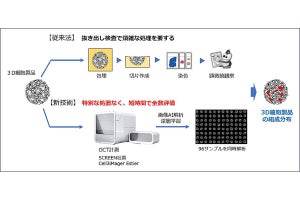
図1 砂糖・エタノール複合生産プロセス |
実際の試験では、還元糖濃度のみを6段階に調整したサトウキビ搾汁を用いて、ショ糖非資化性酵母Saccharomyces dairenensis(NBRC0211)による発酵を行ったところ、すべての搾汁においてショ糖の分解・消費はみられず、還元糖がほぼ完全に消費され、エタノールが生成されたことが確認され、発酵後の搾汁に含まれるエタノールは、結晶化工程の前にある糖液濃縮工程において90%以上が回収されたという。

|
|
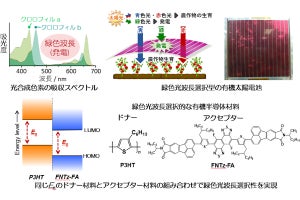
図2 発酵経過の一例。還元糖がエタノールへ変換するため、還元糖の量が減り、エタノールの量が増えていることが分かる。ショ糖は発酵による影響を受けず、濃度はほぼ一定となっている |
続いて実施された結晶化試験では、従来法に比べて顕著な砂糖収率の向上が見られたという。特に、ある種の高バイオマス量サトウキビと同程度の還元糖を含む搾汁からは、従来法の約4倍の砂糖が回収できたとする。

|
|
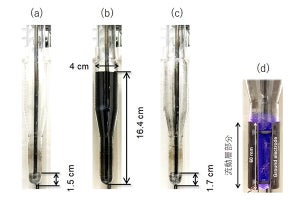
砂糖収率の向上効果。サトウキビから得た搾汁の純糖率に関わらず、逆転プロセスでは安定した砂糖収率を確保できていることが分かる(従来法では、搾汁の還元糖の量により砂糖の収率が異なる) |
なお、同社では同プロセスを用いることで、バイオエタノール生産による食料とエネルギーの同時増産、さらには、需要等に応じてそれらの生産量・比率を調節することが可能になるとしており、今後、同プロセスの技術的な検証を実施し、2015年をめどに国内外での実用化を視野に入れ、技術を高めていくことを検討していくとしている。